热喷涂是一组涂层工艺的总称,这些工艺使用热量和粒子速度来与基材产生粘附力。 热喷涂广泛用于耐磨应用、热障、防腐涂层等。
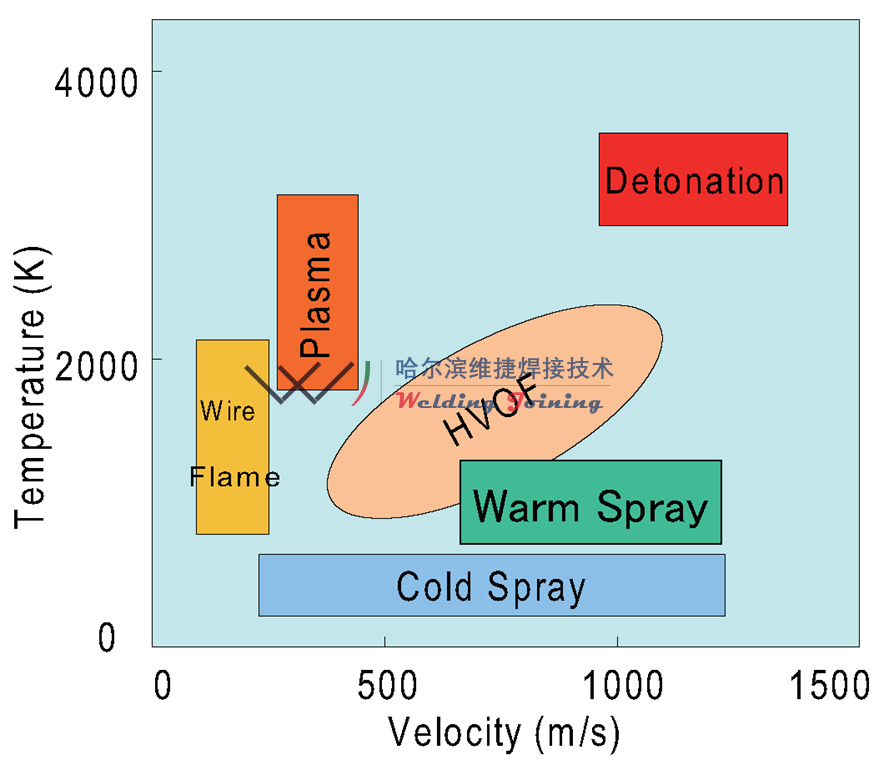
下面的示意图(图 1)显示了几种主要热喷涂工艺的粒子速度-温度图。 粒子温度在等离子喷涂中可以达到几百度到超过 3000°C,在高速氧燃料 (HVOF) 工艺中可以达到约 2000°C。 射流内的粉末温度也可能有很大差异。
温度分布控制是热喷涂的关键。 颗粒、基材和沉积区域的温度对于决定整体涂层质量的涂层附着力和密度至关重要。
高速氧气燃料 (HVOF)
高速氧燃料(HVOF)热喷涂工艺常用于碳化钨(WC)耐磨涂层、碳化铬涂层和防腐不锈钢涂层。在此过程中,当氧气和气体燃料混合物在燃烧室中燃烧时,它以超音速离开喷嘴(图 2)。 将粉末注入该流中,使其加速至高速并加热至约 1000-2000 °C 的温度。 粉末的动能产生冲击力,有助于在相对较低的温度下形成坚硬、致密的涂层。 这对于温度敏感的高强度钢应用(例如飞机起落架的耐磨涂层)尤为重要。
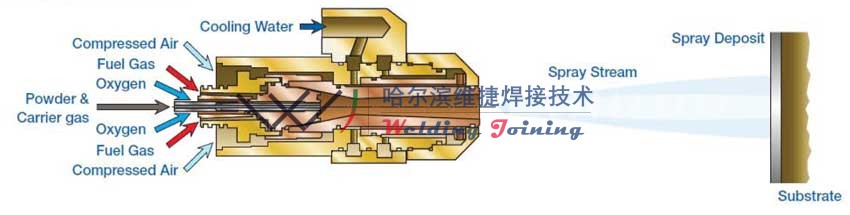
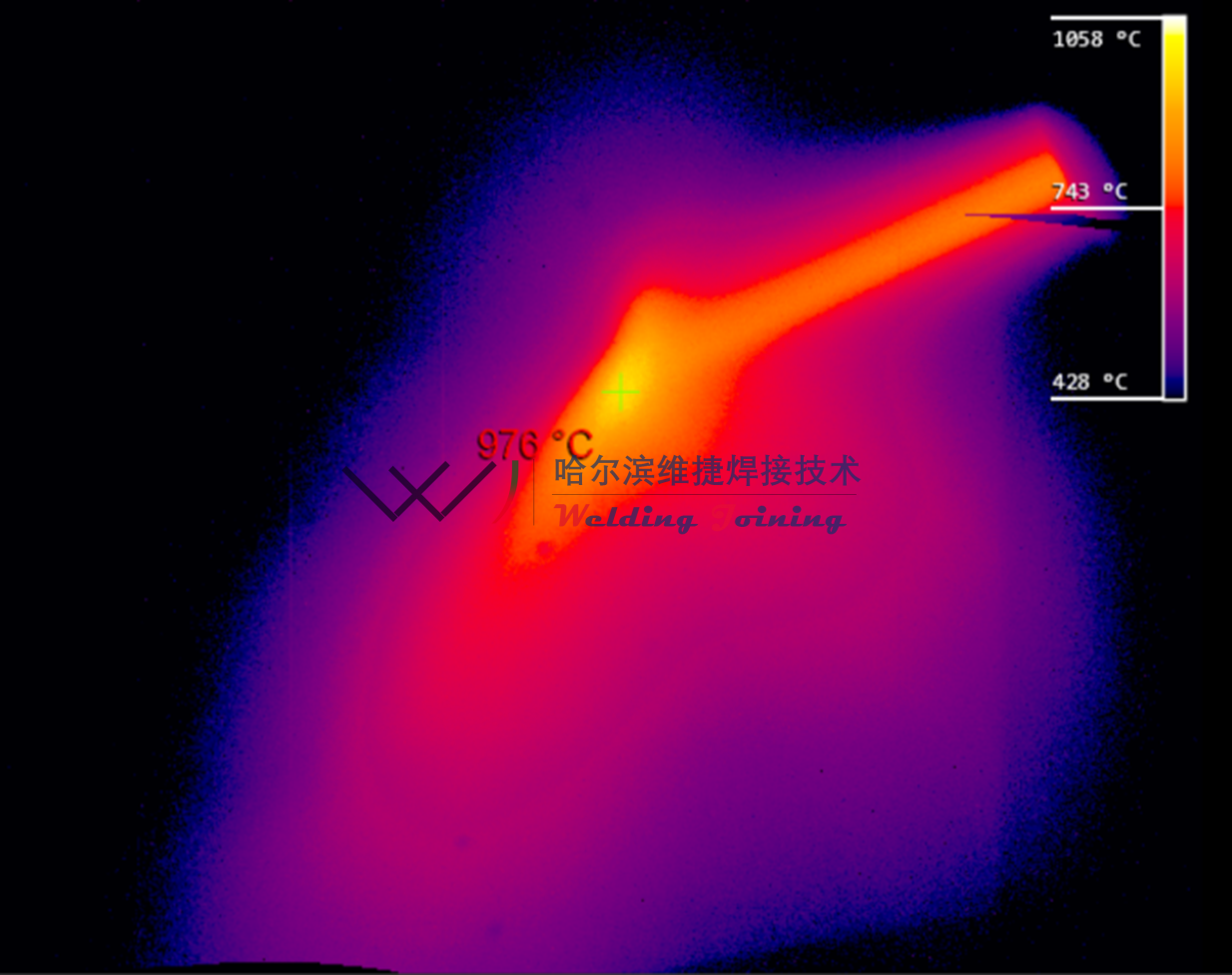
图 3. 使用XIR-1800 高动态红外相机(热像仪)拍摄的 HVOF 热图像。
在 HVOF 中,粒子流、基底和沉积物的温度非常重要。 粒子在流中的分布及其均匀性也很重要,因为它定义了局部沉积密度并且会受到喷嘴劣化的影响。
热像仪广泛用于热喷涂,因为温度控制对于沉积质量至关重要。 然而,将传统热像仪用于热喷涂应用的主要缺点是分辨率低。 低分辨率成像使得很难发现粒子流中的较小变化或与目标碰撞后反射粒子的行为。
与 CMOS 可见光相机相比,XIR-1800 高动态热像仪的曝光时间短和帧速率更高,可以获得更清晰的高速过程图像。 例如,在 HVOF 中,喷枪通常以每秒几个循环的速度围绕基材移动,以形成均匀的涂层。

图 4. HVOF 的 XIR-1800 SWIR 图像。 可以在主粒子流的顶部注意到一条分流。 此外,在喷雾流中可能会注意到微弱的超音速冲击的菱形区域。
除了温度分布,XIR-1800 等高分辨率摄像机还允许操作者查看其过程的更多细节。 例如,在上面的(图 4)中,可以在粒子流的顶部看到一个分裂部分。 这种不均匀性可能是喷嘴损坏的迹象,并可能影响涂层质量。 在下面的示例中(图 5),由于工艺参数不完善,沉积物与基板之间的附着力不足,在试样底部的几个区域可以注意到涂层脱落。 由于附着不良,与正确沉积的涂层相比,这些区域会过热。 在图 5 中可以清楚地看到它们的较高温度。
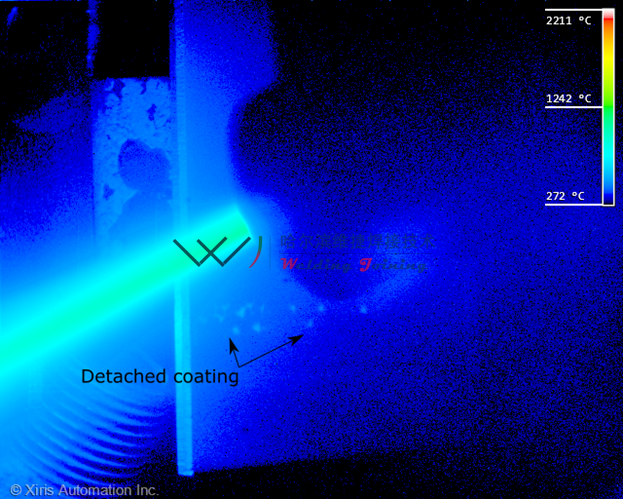
图 5. 涂层工艺参数不当导致其脱落。 分离区域在热图像中可见,因为它在过程中过热。
等离子喷涂
等离子喷涂是另一种广泛使用的热喷涂工艺。 它的特点是比 HVOF 具有更高的温度和更低的颗粒速度。 由于电弧产生的等离子射流温度很高,因此常用于沉积陶瓷。这方面的一个例子是喷气发动机部件上的锆热障涂层,因为等离子羽流的温度足以熔化或 蒸发任何已知物质。该过程的示意图如图 6 所示。等离子射流由水冷阴极和阳极与等离子气体之间的电弧形成。 粉末从如下所示的一侧或同轴插入。
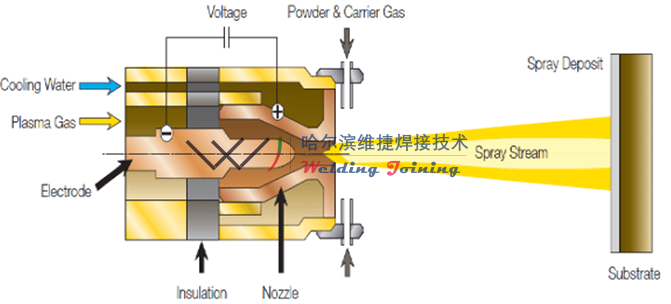
图 6. 等离子喷涂工艺示意图。 资料来源:Bravo 等. (2020),Revista Mexicana de Ingeniería Química. 20. 229-239

图 7. 等离子喷涂的锆颗粒到达试样时的 红外热图像。 在本例中,圆形试样安装在转速为 70 rpm 的转盘上。
等离子喷涂颗粒的速度远低于 HVOF 工艺沉积的颗粒。 等离子粉末通常也比 HVOF 中使用的大。 在上图(图 7)中可以看到单个颗粒的清晰条纹,该图像是使用 XIR-1800 热像仪拍摄的,曝光时间为 5 毫秒。
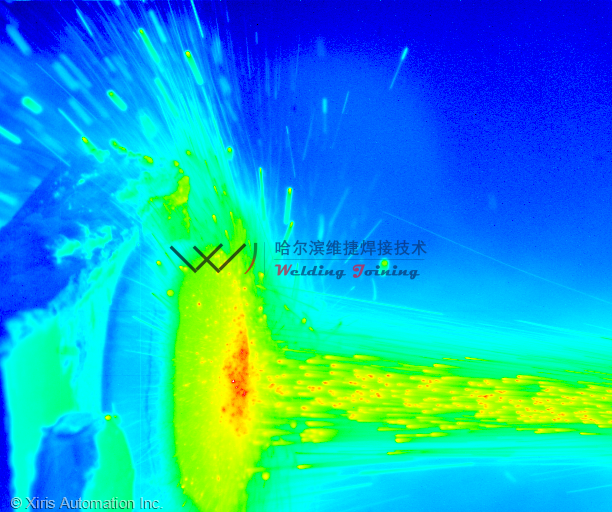
图 8. 等离子喷涂颗粒沉积到试样上的热图像。
了解更多高动态红外热成像相机,请联系哈尔滨维捷焊接技术公司 郭经理,15204603987,或者访问https://wjweld.com
