大于约 35-40 毫米(约 1.5 英寸)的厚壁钢管或平板的焊接通常通过埋弧焊 (SAW) 工艺完成。 通常,这包括用于石油和天然气或发电的管道材料、风力涡轮机结构或建筑中使用的子组件的焊接。

埋弧焊用于这些工艺,因为完成连接工艺需要大量的填充材料。 通常在此类焊接工艺中,使用 V 形槽边缘准备,在组装时会产生相当大的间隙,需要用焊件填充以完成间隙。 这是通过多次通过 SAW 工艺直到 V 形坡口被完全填满来完成的。
SAW 的优势在于它使用焊剂覆盖焊弧,因此飞溅最小,使操作员更安全,从而实现高行进速度、高质量和更高的生产率。 然而,由于 SAW 工艺需要经过如此多的道次,因此大量的功率和热量被引入母材中,不可避免地导致变形,需要复杂的焊后矫直工作。 另外,由于SAW焊道数多,工艺中使用的焊丝消耗量大。
与激光束焊接 (LBW) 或电子束焊接 (EBW) 工艺形成对比,后者提供聚焦的高能光束,可以深入穿透低纵横比的材料,从而节省焊接时间和电线消耗。 然而,此类工艺的光束尺寸非常小,因此它们需要非常精确的焊缝准备,以避免焊接过程中出现间隙。
针对单个工艺的上述缺点的最新解决方案是混合激光电弧焊 (HLAW),其中激光束和电弧工艺(例如 SAW)同时作用于一个焊接区域。 混合方法最大限度地减少了完成焊接过程所需的焊丝体积以及相关的热输入和材料变形,同时减少了所需材料的边缘准备量,从而使工艺能够满足焊接过程所需的质量要求 应用。
因为同时监控两个过程非常困难,所以几乎必须在过程中添加焊接摄像机,以便能够分别监控每个过程。 这需要特殊的焊接摄像头硬件才能看到每个过程的细节。
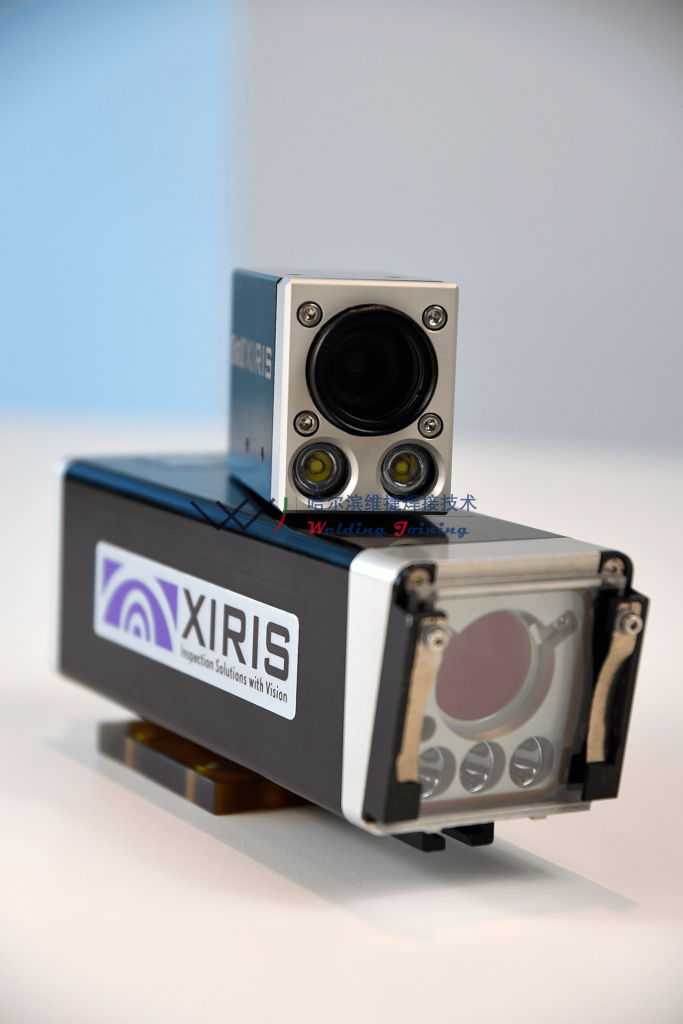
XVC-S100 焊接相机和 XVC-1000e 焊接相机
对于激光束焊接工艺,可以使用明弧焊相机通过激光束传输系统进行同轴观察,或离轴观察以倾斜角度观察激光点。 无论哪种方式,相机都需要能够看到激光点产生的大范围光,同时还能够看到周围较暗的材料。 对于 SAW 工艺,需要专门用于查看对准、伸出和助焊剂存在情况的焊接摄像机。 这种相机必须对低光照水平敏感,同时提供图形辅助,使操作员能够正确监控过程。
Xiris 开发了一种混合相机系统,该系统结合了用于监控激光焊接过程的 XVC-1000 焊接相机和用于监控 SAW 的新型 XVC-S100 焊接相机。 可以使用 WeldStudio™ 3 软件将两个摄像头的输出显示在单个计算机屏幕上,从而使操作员可以同时查看两个过程的细节。 两种工艺的焊炬与焊缝对齐、激光光斑尺寸和形状、送丝速度和熔池几何形状等功能都可以通过设置轻松跟踪,从而提高焊接质量和生产率。